



Di seguito elenchiamo le principali novità di questa release.
BRV-4856 Assegnazione lotto di produzione su Ordini di produzione
Si implementa una funzionalità che consente in fase di lancio in produzione di assegnare un lotto di produzione agli Ordini di produzione che vengono lanciati in produzione. Questo è molto utile in quanto evita all’utente di censire ed impostare manualmente il codice del lotto di produzione sui singoli Ordini di produzione.
BRV-5509 Gestione Part Program su CNC tramite Bravo IoT
Bravo IoT consente di accedere al file system dei CNC collegati alle Macchine per leggere\scrivere i file nel CNC. Dall’anagrafica Macchina IoT su Bravo Desktop è possibile accedere alla memoria del CNC per visualizzare\caricare\scaricare i file di Part Program. In anagrafiche Distinte Base e Ordini di produzione su Bravo Desktop è possibile associare nelle Fasi delle lavorazioni i file di Part Program utilizzabili.
Su Bravo Kiosk, in avvio di un Task su Macchina IoT e in controllo avanzamento di produzione tramite Real Time Monitor viene eseguito un controllo di validazione del file di Part Program associato al Task e quello in uso nel CNC, con visualizzazione di un messaggio di file valido oppure non valido.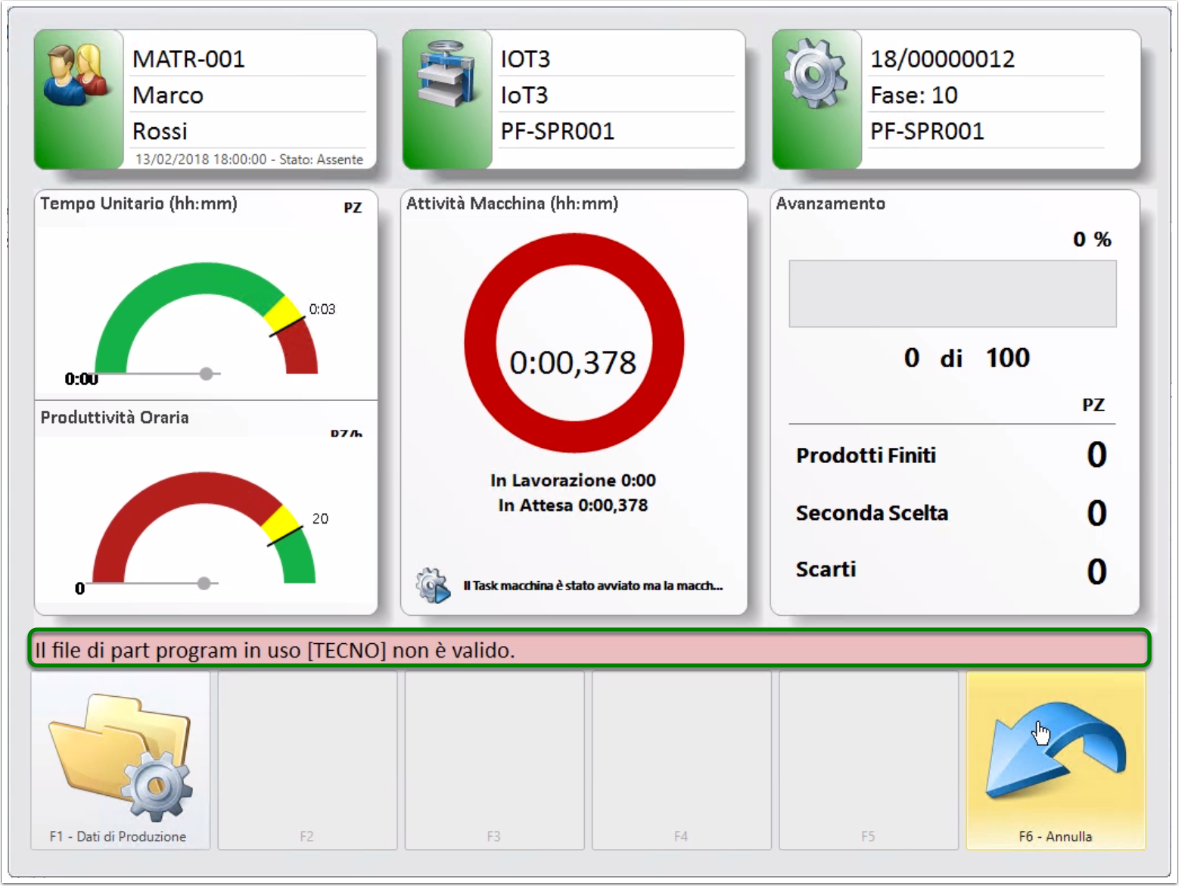
BRV-5365 Rilevazione e gestione Fermi Macchina
Si implementa la rilevazione automatica e manuale dei tempi di Fermo Macchina, tali tempi vengono rilevati ed archiviati in un’apposita anagrafica, dove possono essere gestiti. Alle rilevazioni di Fermo Macchina è possibile associare automaticamente o manualmente una Causale di Fermo Macchina, che consente di specificare il motivo del fermo. La causalizzazione dei Fermi Macchina è possibile da Bravo Desktop e su Bravo Kiosk tramite apposita interfaccia. Le stampe di controllo avanzamento di produzione sono state adeguate per estrapolare anche i tempi di Fermo Macchina.
BRV-4812 Gestione Risorse non parallelizzabili
In tutti i casi in cui la macchina indicata in fase è in realtà un “punto di appoggio” (banco imballo, banco assemblaggio, banco saldatura, Collaudo, …), per effetto della ripartizione dei tempi nelle fasi contemporanee, il tempo rilevato sulla macchina è spesse volte inferiore rispetto al tempo previsto.
Si premette che il tempo macchina calcolato da Bravo Manufacturing è corretto.
Se 3 matricole lavorano contemporaneamente allo stesso banco di assemblaggio (es. per finire prima la commessa), il tempo macchina rilevato sarà circa 1/3 del tempo uomo realmente impiegato. Per effetto della parallelizzazione delle fasi, il tempo macchina rilevato è corretto.
Su questi tipi di macchina (che potrebbero definirsi “fittizie”) il calcolo dell’efficienza (KPI da mostrare e fine lavorazione) si richiede che venga calcolato in base al rapporto tra il tempo previsto/consuntivo matricola e non macchina.
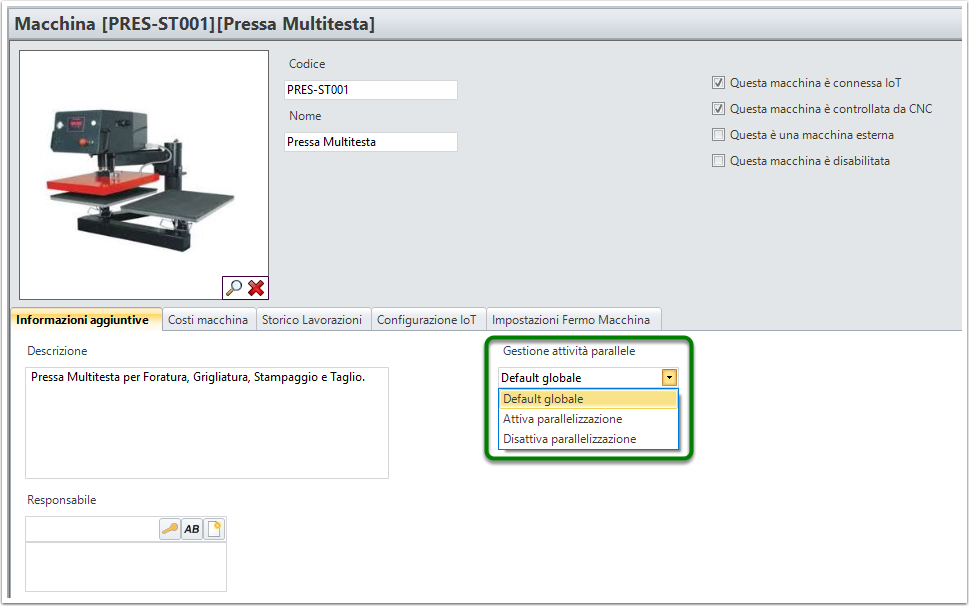
Si implementa un nuovo parametro in anagrafica Matricole e Macchine che consente di definire se i tempi delle lavorazioni eseguite contemporaneamente devono essere parallelizzati oppure no.
E’ stato implementato anche un parametro generale che consente di attivare\disattivare la parallelizzazione di tutti i tempi Matricola e Macchina lavorati contemporaneamente.
Scopri le altre interessanti novità sulla nuova versione 2.3.0 consultando l’articolo
“Novità di Bravo Manufacturing 2.3.0”!